|
|
www.specialmetals.com | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
www.specialmetals.com | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
INCOLOY® alloy 27-7MO |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Table 3 - Coefficient of Expansion (CTE) and Linear Expansion (LE) Mill Annealed Condition
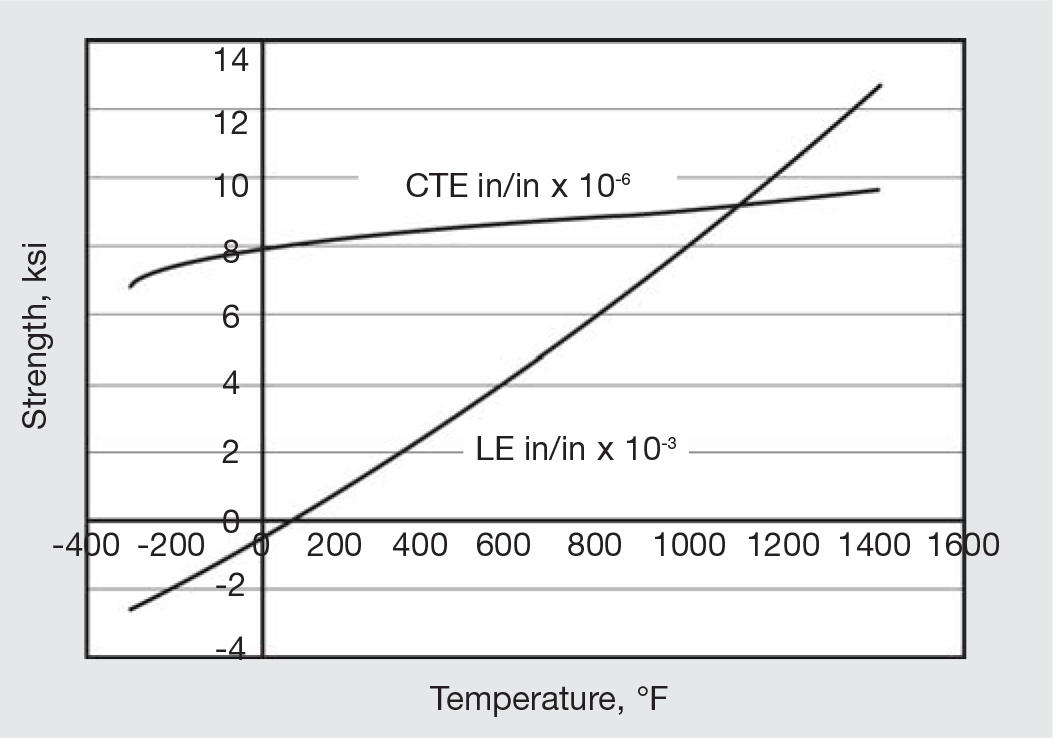
Figure 1. Thermal expansion of INCOLOY alloy 27-7MO in the mill annealed condition. |
Mechanical PropertiesINCOLOY alloy 27-7MO exhibits an optimum combination of strength and ductility. Typical mechanical properties of alloy 27-7MO products are compared with those of similar alloys in Table 4. Alloy 27-7MO is normally supplied in the annealed condition. Table 4 - Typical Mechanical Properties at Room Temperature
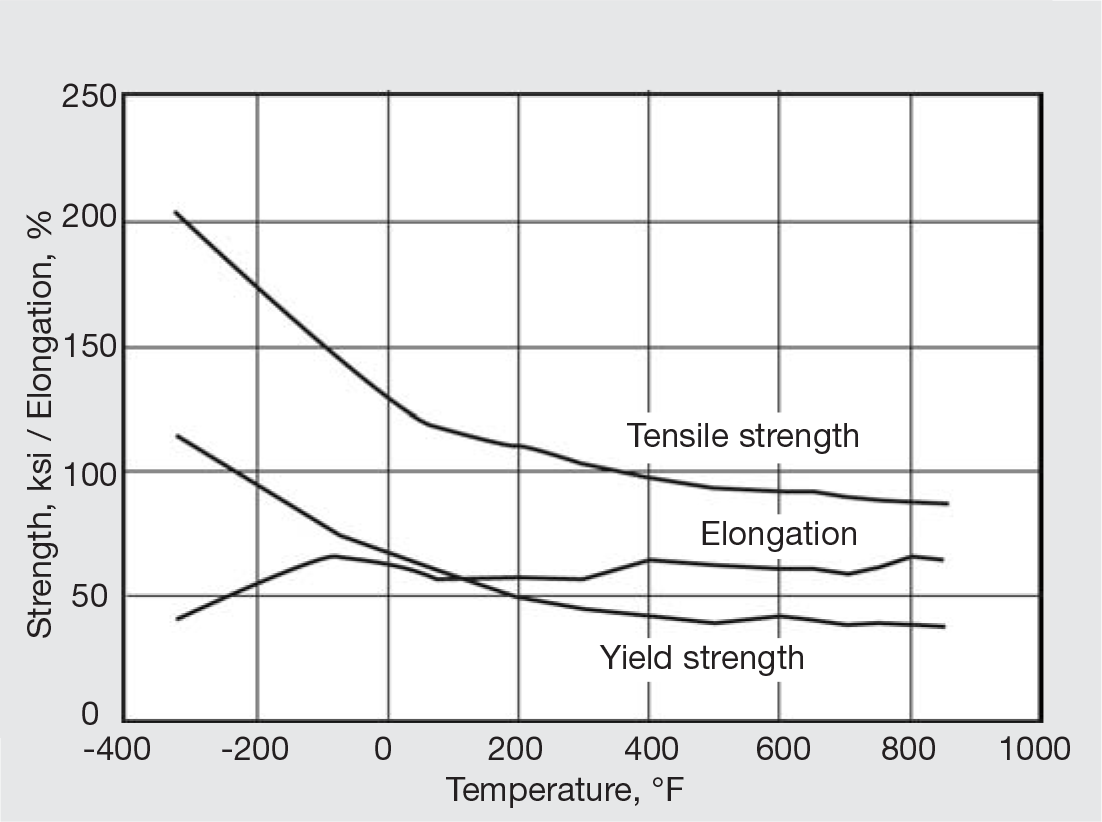
Figure 2. Effect of temperature on mechanical properties of annealed INCOLOY alloy 27-7MO |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Corrosion Resistance
Pitting Resistance Equivalency Number- A means of comparing the corrosion resistance of alloys is by their Pitting Resistance Equivalency Number or 'PREN'. Alloys exhibiting higher PREN values are generally found to be more resistant to localized corrosion than those with lower PREN values. The PREN can be calculated by several different equations based upon the chemical composition of the alloys. Some equations are applicable to stainless steels while others are better applied to nickel-based alloys. The equation used here is generally accepted as being applicable to a wide range of alloy compositions. When comparing alloys by their PREN it is absolutely necessary that the same equation be used for all materials to be compared. Comparing alloys by PRENs generated from different equations will give erroneous results. For more information on the use of PRENs to compare the corrosion resistance of materials, refer to the Special Metals publication, “High Performance Alloys for Resistance to Aqueous Corrosion" or visit the Special Metals website, www.specialmetals.com.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
INCOLOY® alloy 27-7MO |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Table 5 - Pitting Resistance Equivalency Numbers (PREN)*
*PREN = %Cr + 1.5 (%Mo + %W + %Nb) + 30 (%N) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Critical Pitting Temperatures and Critical Crevice Corrosion TemperaturesAlloys may also be ranked by the threshold temperature at
which they begin to be attacked in a given medium. Samples
may be directly exposed to the medium which may induce
pitting, or a crevice device may be attached which may
induce crevice corrosion. The samples are exposed at
increasing temperatures until corrosive attack occurs. The
lowest temperature at which measurable corrosion takes
place is defined as the Critical Pitting Temperature (CPT) or
Critical Crevice Temperature (CCT), depending on whether
or not a crevice device is attached to the sample. One test
method is ASTM G48. Method C is a pitting test while
Method D is a crevice corrosion test. The maximum test
temperature is 85°C (185°F) as the test solution becomes
unstable at higher temperatures. For procedural details, the
reader is directed to the test procedure published by ASTM.
Table 6 - CPT and CCT per ASTM G48 Test Methods C and D
Critical corrosion temperatures (CPT and CCT) for an alloy can be determined in essentially any corrosive aqueous medium. "Green Death" is a well known aggressive medium that is often used to evaluate the corrosion resistance of nickel-chromium-molybdenum alloys. It is composed of 11.9% H2SO4 + 1.3% HCl + 1% FeCl3 + 1% CuCl2. |
Table 7 - CPT and CCT per ASTM G48 Test Methods C and D
Nickel-chromium alloys and austenitic and super-austenitic When tested by ASTM G 28, Method A, annealed INCOLOY alloy 27-7MO wrought products exhibit a typical corrosion rate of 15 mpy. Resistance to Corrosion by SeawaterNickel-chromium alloys and austenitic and super-austenitic stainless steels containing molybdenum are well known for their resistance to corrosion in seawater and marine environments. A test program conducted at the LaQue Center for Corrosion Technology in Wrightsville Beach, North Carolina (a laboratory well known for marine corrosion testing) produced data showing that INCOLOY alloy 27-7MO offers corrosion-resistance superior to many of the corrosion-resistant alloys commonly used in marine service. Samples of sheet to which Teflon crevice devices were attached were exposed to flowing natural seawater at 30°C for 60 days. Results of the tests are reported in Table 8. Table 8 - Crevice Corrosion in Seawater
*PREN = %Cr + 1.5 (%Mo + %W + %Nb) + 30 (%N) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
INCOLOY® alloy 27-7MO |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Resistance to Corrosion by AcidsThe molybdenum content of alloy 27-7MO imparts resistance to reducing acids while the alloy's content of chromium results in resistance to oxidizing acids. With its balanced composition the alloy offers resistance to mixed acid environments. Thus, alloy 27-7MO is particularly useful for service in chemical processing and wet scrubbing |
systems for air pollution control. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Table 9 - Corrosion Resistance in Acids, mpy(mm/a)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Figure 3. Isocorrosion chart for INCOLOY alloy 27-7MO in phosphoric acid. 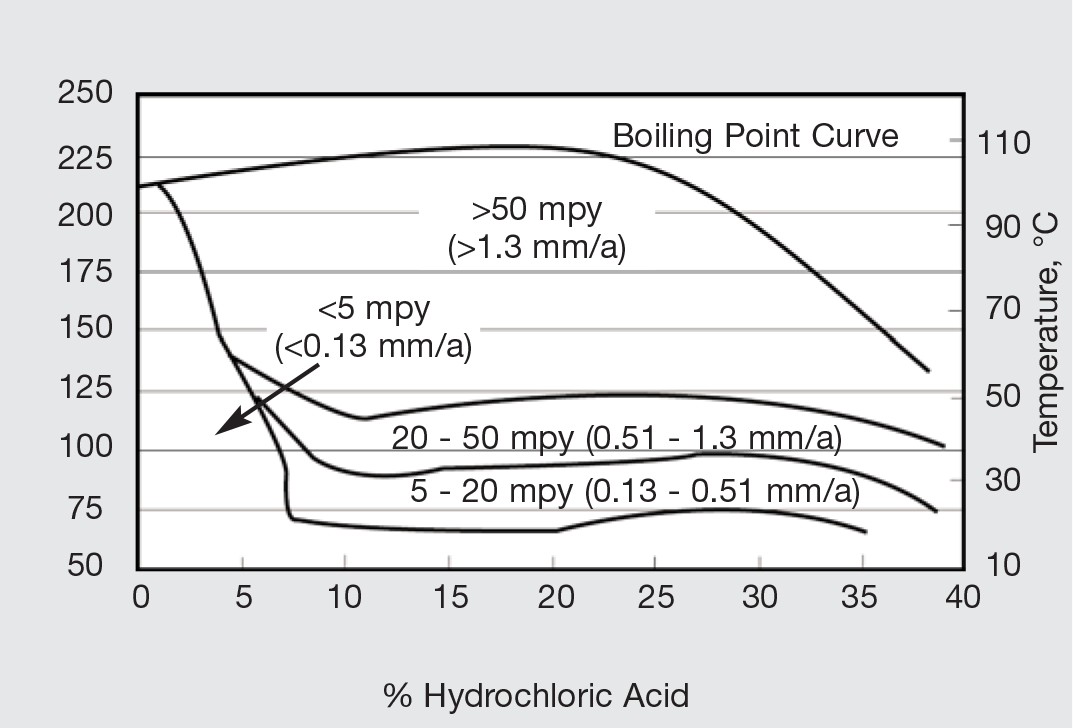
Figure 5. Isocorrosion chart for INCOLOY alloy 27-7MO in hydrochloric acid. |
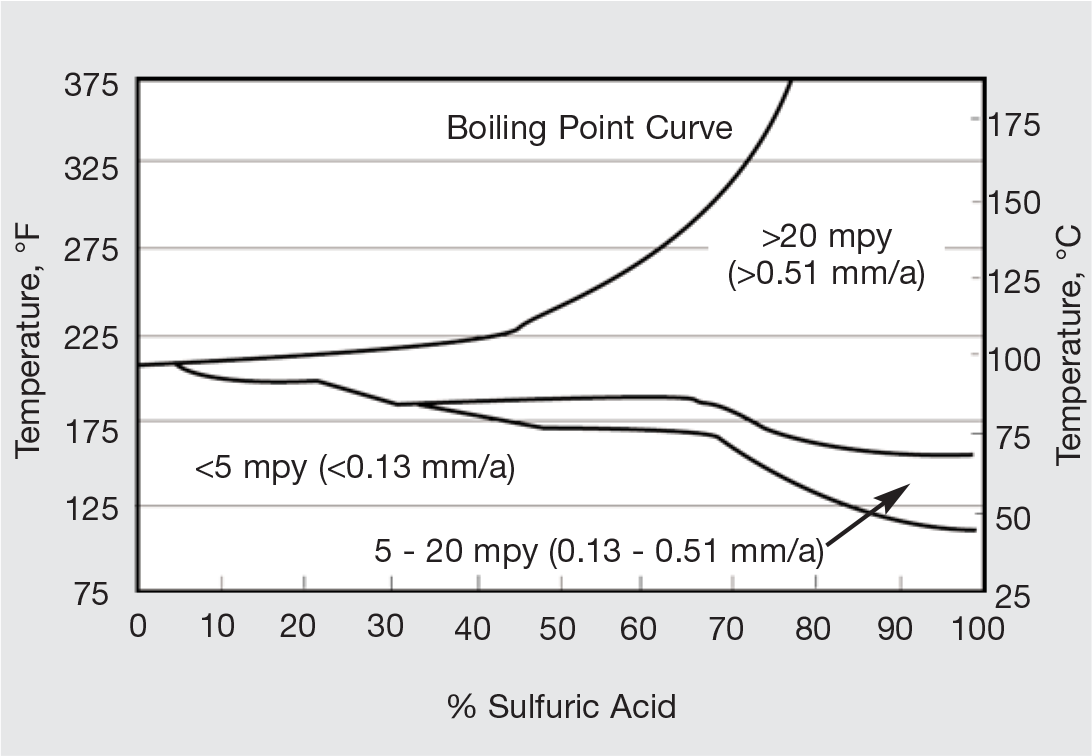
Figure 4. Isocorrosion chart for INCOLOY alloy 27-7MO in sulfuric acid. 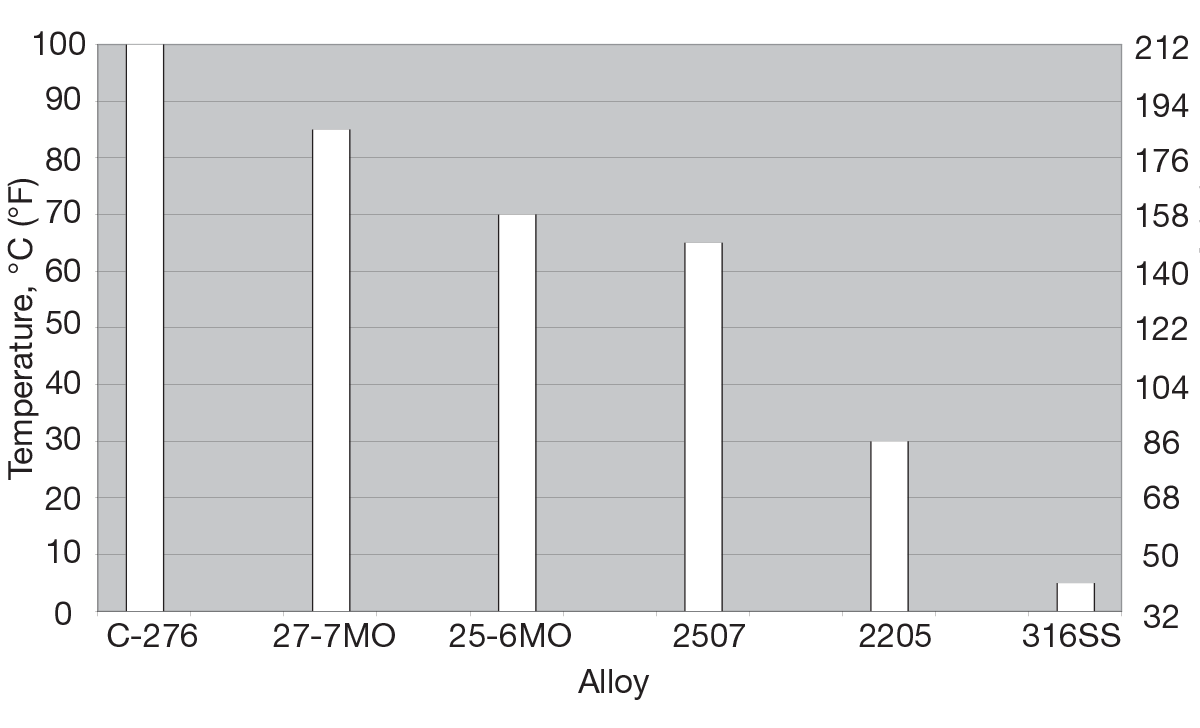
Figure 4. CPT of several FGD alloys in green death. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
INCOLOY® alloy 27-7MO |
|||||||||||||||||||||||||||||||||||||||||
Resistance to Corrosion in Flue Gas Desulfurization Service |
|||||||||||||||||||||||||||||||||||||||||
|
Components for service in flue gas desulfurization (FGD) systems for removal of sulfur dioxide from high sulfur coalfired electric power utilities are exposed to very aggressive conditions. The environment inside the scrubbers is typically sulfuric acid at very low pH (1 or less) containing significant concentrations of halide ions (chlorides and fluorides) at temperatures up to 80°C (176°F). To determine the performance of alloy 27-7MO and similar alloys, test specimens were exposed to a test solution that has been used to rank materials for FGD service. The solution contained 60% H2SO4 + 2.5% HCl + 0.2% HF + 0.5% flyash at 80°C (176°F). The test duration was one week. The resulting corrosion rates of the materials tested are reported in Table 10. |
Table 10 - Corrosion Rates in a Simulated FGD Environment
|
||||||||||||||||||||||||||||||||||||||||
Resistance to Corrosion in Sour Gas ServiceINCOLOY® alloy 27-7MO is the next-generation super austenitic material for sour gas, seawater, brine, and high chloride environments in the oil & gas sector. Alloy 27-7MO U-bend corrosion test specimens exposed for two months in boiling saturated sodium chloride were fully resistant to stress corrosion cracking and pitting corrosion. Alloy 27-7MO has improved corrosion resistance and higher strength compared to INCOLOY® alloy 25-6MO and similar 6% molybdenum alloys. Corrosion resistance of alloy 27-7MO is compared with other alloys in Table 11. Effect of cold work on hardness of alloy 27- 7MO in the as-cold drawn condition is shown in Figure 6. Applications in the oil and gas sector include wireline, armor wire, screens, and subsea banding. Table 11 - Testing for INCOLOY alloy 27-7MO Sour Gas Armor Wire Service
Test 1: Saturated NaCl + 2.5% NH4HSO3 boiling for 1008 hours. Fabrication
INCOLOY alloy 27-7MO is readily fabricated, formed, and joined utilizing conventional equipment, techniques, and
products. Forming can either be hot or cold. |
|||||||||||||||||||||||||||||||||||||||||
INCOLOY® alloy 27-7MO |
Fabrication, continuedThe work hardening rate of alloy 27-7MO is similar to that of INCOLOY alloy 25-6MO (Figure 7). Equipment used to form austenitic (300 series) stainless steels and nickel-based alloys will normally be suitable for forming alloy 27-7MO. The effect of cold work on the mechanical properties of INCOLOY alloy 27-7MO is shown in Figure 8. Additional information on fabrication is available in the Special Metals publication, "Fabricating", on the Special Metals website, www.specialmetals.com. |
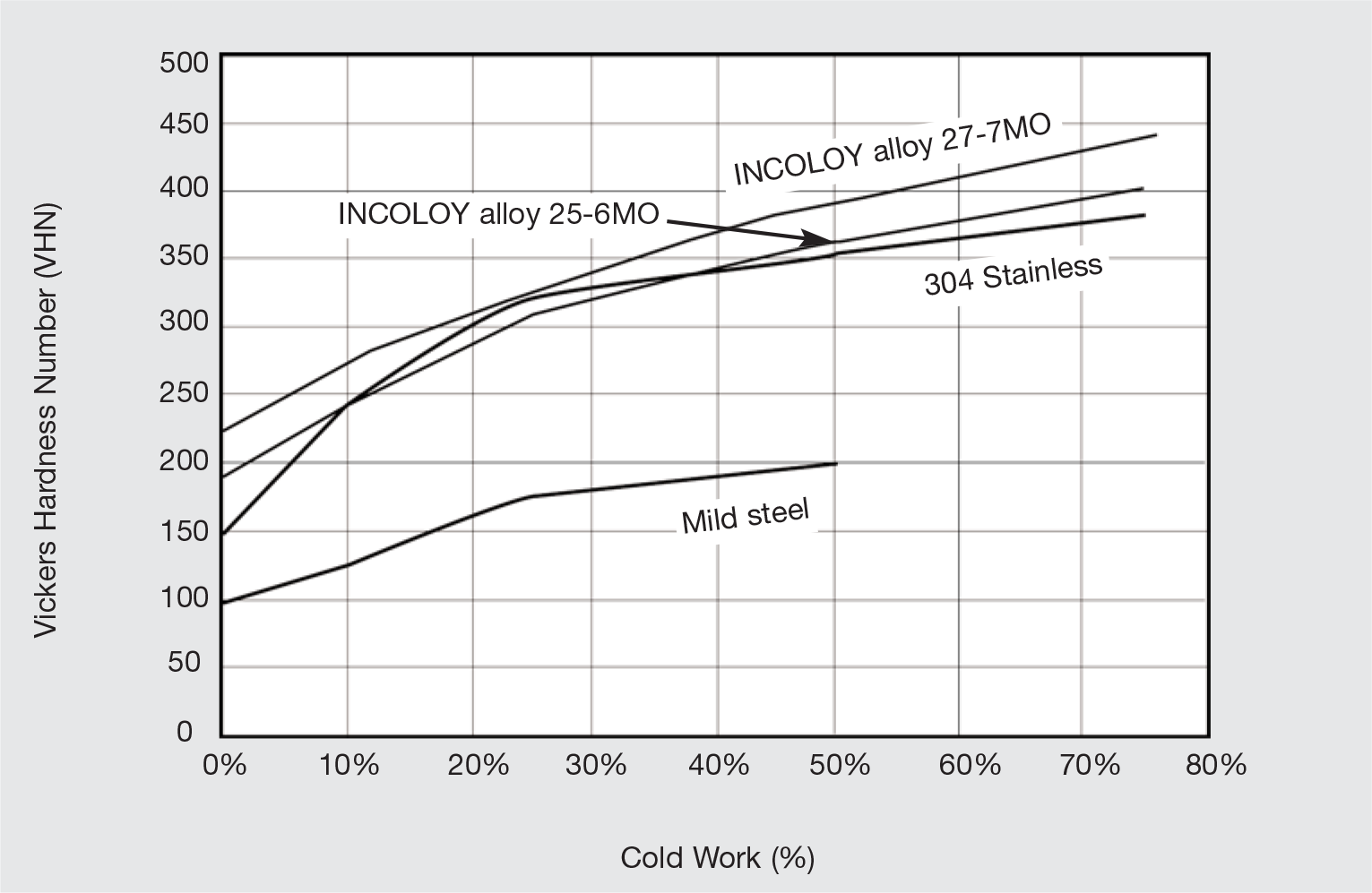
Figure 7. Effect of cold work on hardness. |
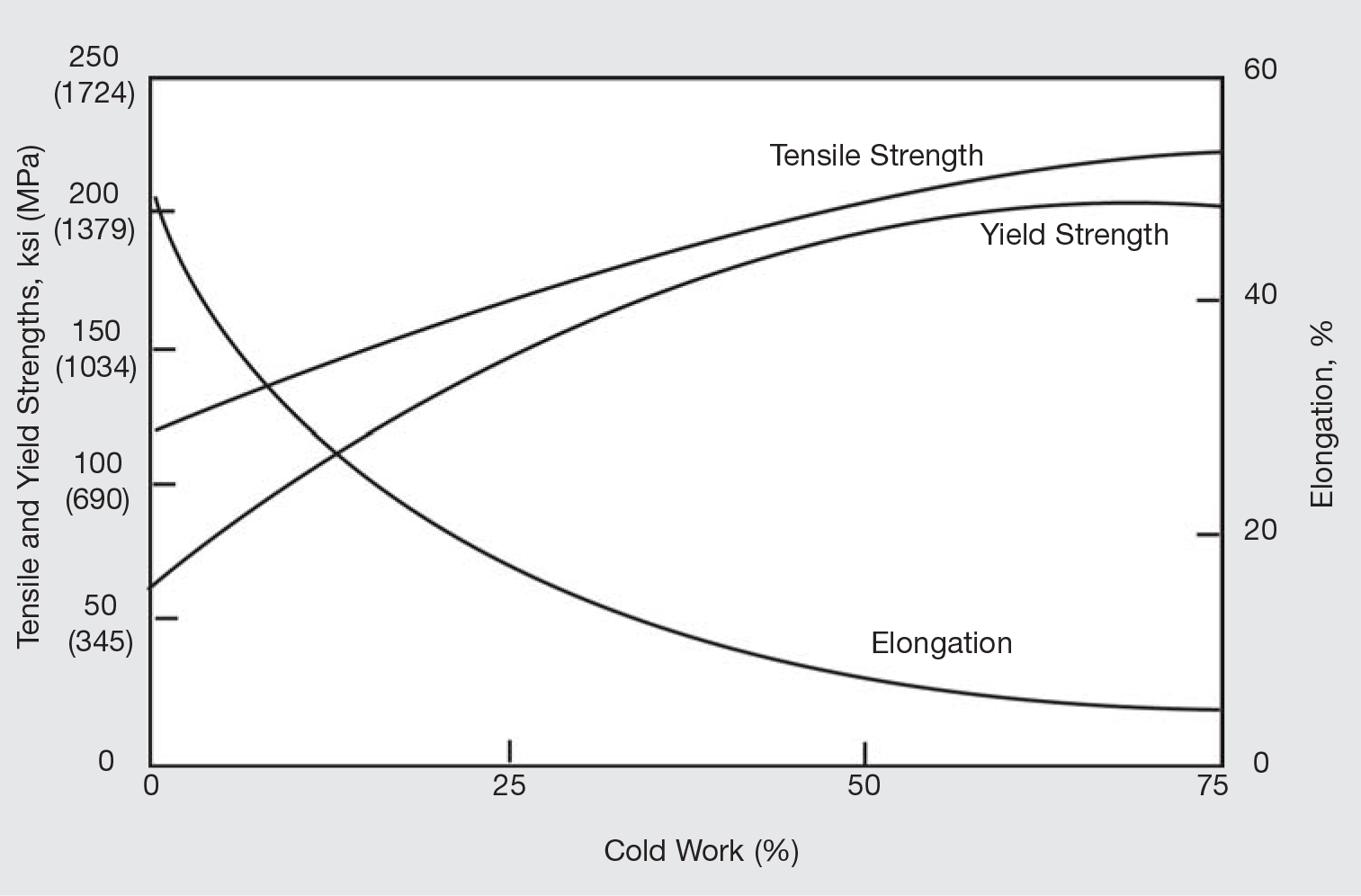
Figure 8. Typical room temperature mechanical properties of cold worked sheet. |
INCOLOY® alloy 27-7MO |
|
WeldingINCOLOY alloy 27-7MO products are readily joined using
conventional welding processes such as gas tungsten-arc
(GTAW), gas metal-arc (GMAW), shielded metal-arc
(SMAW), submerged arc (SAW), and plasma arc (PAW).
Alloy 27-7MO (like other super-austenitic alloys) suffers a
loss of corrosion resistance when autogenously welded or
when welded with matching composition filler metal. Thus,
overmatching composition welding products (i.e., those with
higher molybdenum content) such as INCONEL Filler
Metals 622, and 686CPT® and INCONEL Welding
Electrodes 122 and INCO-WELD® Welding Electrode
686CPT are used. INCONEL Filler Metal 622 and
INCONEL Welding Electrode 122 are considered optimum
for joining the alloy to itself or to dissimilar materials. Weld
procedures which minimize dilution by the base metal will
result in the most corrosion-resistant weldments.
Maintaining low heat input will minimize elemental
segregation in the fusion zone and optimize corrosion
resistance. The interpass weld temperature should be limited
to 300°F (150°C). |
MachiningThe machining characteristics of alloy 27-7MO are similar to those of other austenitic alloys. Products are readily machined in the annealed condition. Detailed information on machining alloy 27-7MO is available in the Special Metals publication, "Machining", on the Special Metals website, www.specialmetals.com. Applicable SpecificationsINCOLOY alloy 27-7MO is designated as UNS S31277. Allowable design stresses for ASME Boiler and Pressure Vessel Code construction are defined in ASME Code Case 2458. Rod, Bar, Wire, and Forging Stock - ASTM A 479/ASME SA 479 (Bar) Plate, Sheet, and Strip - ASTM A 240/ASME SA 240 Pipe and Tube - ASTM A 213/ASME SA 213 (Tube), ASTM A 249/ASME SA 249 (Tube), ASTM A 312/ASME SA 312 (Pipe) Other - ASTM A 182/ASME SA 182 |
Publication Number SMC-092 |
Copyright © Special Metals Corporation, 2005 (Dec 05) |
|
INCOLOY, INCONEL, INCO-WELD and 686CPT are trademarks of the Special Metals Corporation group of companies. The data contained in this publication is for informational purposes only and may be revised at any time without prior notice. The data is believed to be accurate and reliable, but Special Metals makes no representation or warranty of any kind (express or implied) and assumes no liability with respect to the accuracy or completeness of the information contained herein. Although the data is believed to be representative of the product, the actual characteristics or performance of the product may vary from what is shown in this publication. Nothing contained in this publication should be construed as guaranteeing the product for a particular use or application. |
|
